
重钢轴承钢和阀门钢线材的生产工艺(二)
2007-08-30 05:52:06
4、控制冷却工艺控制
4.1控制机理
过冷奥氏体向珠光体或贝氏体的转变属扩散型相变。合金元素溶入奥氏体后,能降低原子扩散速度,使奥氏体稳定性增加,使C曲线右移,且改变C曲线形状,如图1所示。
图1:含Cr钢的C曲线变化
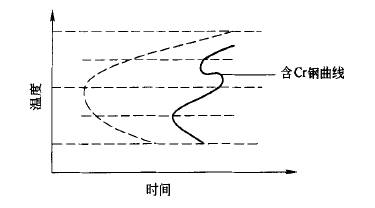
Cr元素溶入奥氏体后,使C曲线形状发生变化,出现2个过冷奥氏体最不稳定区,上部分为珠光体转变区,下部分为贝氏体转变区,在两区之间,过冷奥氏体有很大的稳定性。GCr15,4Cr9Si2的C含量分别是1.01%,0.42%,Cr含量分别是1.53%,8.50%。其C曲线位置:4Cr9Si2比GCr15偏右,4Cr9Si2珠光体转变区温度约为750℃,相对较窄,GCr15珠光体转变区温度约为630℃。
4.2控冷工艺
根据重钢高线厂的具体情况,对GCr15,4Cr9Si2线材采用了不同的控冷工艺,见表3,辊道速度见表4。
表3:Gcr15、4Cr9Si2线材控冷工艺
|
钢种 |
进精轧前温度/℃ |
吐丝温度/℃ |
风冷工艺 |
|
GCr15 |
890~920 |
870~900 |
2#风机开启度100%,其余风机全闭,确保温度冷却到600~630℃时自然空冷。 |
|
4Cr9Si2 |
920~950 |
870~900 |
风机全闭,从4#保温罩开始关闭后面所有保温罩。 |
表4:Gcr15、4Cr9Si2线材生产时的辊道速度
从表3可看出,为保证相变温度,避免冷却速度过快而避开C曲线鼻尖产生马氏体、形成网状碳化物给再加工带来困难,GCr15钢采用了自然空冷,4Cr9Si2钢采用了从4#保温罩后关闭所有保温罩的控冷工艺。
5、实物质量
通过采用上述加热、轧制、控制冷却工艺生产的轴承钢、阀门钢线材,合格率为100%,成材率为96%,产品尺寸精度达到C级,σS为610MPa,σb为890MPa,δ为21%,φ为55%,交货线材硬度为HB255。
6、结语
根据合金钢中合金元素含量不同采用不同的加热工艺,可使钢中的合金成分均匀,阻止晶粒长大,避免偏析,为控冷过程中钢的组织均匀化提供条件,而且,可避免加热缺陷产生。
根据合金钢中合金元素含量的不同采用不同的轧制工艺,可保证设备的安全稳定,并能得到合理的产品组织和较好的外形尺寸。
根据合金钢中合金元素含量不同采用不同的控冷工艺,可保证得到不同的相变温度、相变速度;而且,当冷却速度过快时可避开C曲线鼻尖产生马氏体而形成网状碳化物,给再加工带来的困难。
注:全文结束!
