
重钢45钢连铸生产工艺主要技术参数
2013-01-23 09:18:28
45钢为优质碳素结构钢,经过调质(或正火)后,可得到较好的切削性能,而且能获得较高的强度和韧性等综合机械性能,广泛用于机械制造。同时,由于其线收缩量小和体积收缩量大的特点,造成连铸板坯在生产过程中存在粘结漏钢、内部裂纹等问题。采用低拉速浇铸能在一定程度上缓解粘结漏钢,但将增加浇铸周期,影响正常的生产组织。
表1:连铸机主要技术参数
|
铸机类型
|
直弧形
|
|
铸机半径,m
|
10.5
|
|
铸机长度,m
|
34
|
|
结晶器高度,mm
|
900
|
|
断面,mm×mm
|
200、250、300×2000~2500
|
|
铸机配水模式
|
等效拉速、目标温度
|
|
辊缝控制方式
|
远程动态
|
表2:化学成分(%)
|
成分
|
C
|
Si
|
Mn
|
P
|
S
|
|
标准
|
0.42~0.50
|
0.17~0.37
|
0.50~0.80
|
≤0.030
|
≤0.030
|
一、连铸生产工艺
1、结晶器振动参数
碳质量比例在0.10~0.70%范围内,钢种线收缩量随碳含量增加而减少,45钢在结晶器内需要重点控制粘结漏钢。减少结晶器内的摩擦力,增加正滑动时间tp,减少正滑动速度差△V,稳定负滑动时间tn,并保证负滑动超前量NSA。
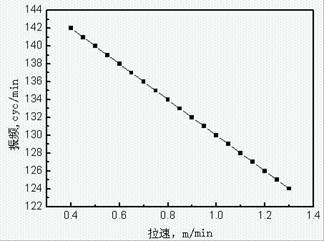
图1:拉速与振动频率的关系
频率随拉速的增加而降低,确保在拉速较低时,具有较高的频率,有利于低拉速时坯壳在结晶器内脱模。
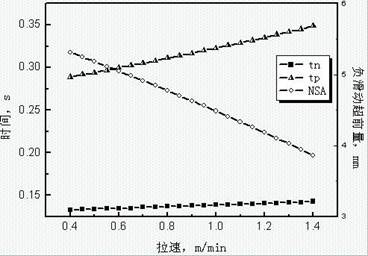
图2:非正弦振动中负滑动时间和正滑动时间及负滑动超前量变化
负滑动时间曲线变化平缓,相对稳定,正滑动时间随拉速的增加而增加,其变化量大于负滑动时间的变化量,正滑动时间长,有利于结晶器保护渣有充分的时间流入结晶器与凝壳之间,增强润滑效果,减少阻力。在此振动模式下,负滑动超前量随拉速的增加而下降,在拉速为0.80~1.10m/min时,超前量范围4.33~4.77mm,有利于正常拉速下坯壳脱模顺利。
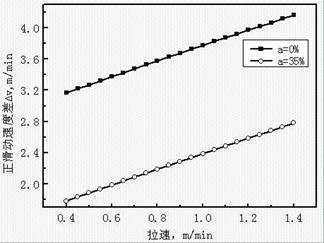
图3:正弦振动和非正弦振动下正滑动速度差变化
在相同的频率和振幅下,非正弦振动(a=35%)的正滑动速度差△V比正弦振动(a=0)小,减少了结晶器与坯壳摩擦力,减少坯壳的拉应力,减少粘结几率
2、结晶器保护渣
45钢成分已经远离包晶反应点,线收缩小,坯壳与结晶器间气隙小,接触紧密,摩擦力大,高温强度低,易粘结漏钢,铸坯纵裂已经不再敏感,且液相线温度约为1492℃,相应要求结晶器保护渣具有良好的导热及低温熔化性能。采用降低保护渣碱度,减轻结晶倾向,可以改善润滑和传热。
表3:保护渣化学成分
|
SiO2
|
CaO
|
Al2O3
|
MgO
|
R2O
|
F
|
C
|
H2O,%
|
|
31.36
|
28.51
|
4.87
|
1.87
|
11.60
|
0.90
|
4.80
|
0.30
|
表4:保护渣理化参数
|
粘度Pa·S/1300℃
|
析晶比例,%
|
半球点温度,℃
|
熔速s/1350℃
|
|
0.129
|
0
|
1071
|
28
|
3、二次冷却强度
降低铸机二冷水强度,一方面能减少铸坯心部与表面的温度差,提高铸坯凝固均匀性,减轻铸坯的热应力和组织应力,可以有效控制裂纹产生,另一方面,使铸坯温度升高,强度发生下降,在钢水静压力作用下,铸坯在辊间发生鼓肚,当鼓肚变形应力超过铸坯的高温强度后,又会产生内部裂纹,因此需要合适的冷却强度。
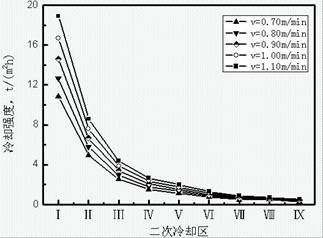
图4:水流密度分曲线
在坯温的控制上确保顶弯段和矫直段温度避开脆性区,其它位置可以适当增加冷却强度,减轻铸坯鼓肚造成的内部裂纹,参考部分易出中间裂纹低合金钢冷却强度,制定了比水量为0.68l/kg的冷却强度,在拉速为1.05m/min时,经接触式测温仪测定铸坯出矫直段后表面温度为913~923℃。
4、凝固末端轻压下
45钢的液态收缩和凝固收缩分别为1.59%~1.62%和4.03%~4.13%,在铸坯内部易产生疏松、缩孔及中心裂纹,为减轻以上缺陷的程度,需要在铸坯凝固末端实施一定的压下对凝固收缩进行补偿。45钢在1350℃以上时,塑性和韧性差,若轻压下的压下量过大将造成铸坯内部沿晶界裂开,产生内裂,考虑到此钢种的内裂敏感性强,在凝固末端压下率按1.0mm/m控制。
二、试验效果
1.05m/min典型拉速,在250mm×2000mm断面上连续浇铸1100吨,结晶器漏钢预报热流及曲线平稳,铸坯表面质量原始合格率100%
表5:钢板力学性能
|
σb/Mpa
|
σs/Mpa
|
δ/%
|
|
640-675
|
370-430
|
18-23
|
|
648
|
386
|
20
|
三、结语
通过45钢的生产实践,在宽厚板生产45钢的过程中,对连铸工艺参数进行以下调整有利于生产质量的稳定:
--使用非正弦振动,增加正滑动时间,利于保护渣流入,保持低的正滑动速度差,减少坯壳拉应力,降低粘结几率。
--低结晶率、半球点温度在1100℃以下的保护渣有利于防止板坯连铸粘结漏钢。
--二冷比水量0.68l/kg可以满足表面微裂纹和内部裂纹的控制要求。
--1.0mm/m的压下率不会导致45钢产生压下裂纹。
收稿时间:2012年7月
来源:重钢
